AViTEQ 管式振动给料机:助力糖醇扩建项目高效输送!
项目背景:双产线输送,合规与效率诉求
某企业推进 “1 万吨精制功能性糖醇及粉粒状车间扩建项目” 时,需同步搭建药品、食品两条生产线,面临核心输送难题:一方面,两条线分别输送山梨醇颗粒(粒度 3cm)与糖醇粉末(粒度 10-140 目),需设备兼顾 “大颗粒不卡堵、细粉末不扬尘”;另一方面,药品线需符合《药品生产质量管理规范(GMP)》,食品线需满足食品级卫生标准,对设备材质、清洁性要求严苛,同时需保障连续生产下的稳定给料能力(药品线 3t/h、食品线 1.5-3t/h),传统输送设备难以适配。

解决方案:适配双线特性的管式振动给料机
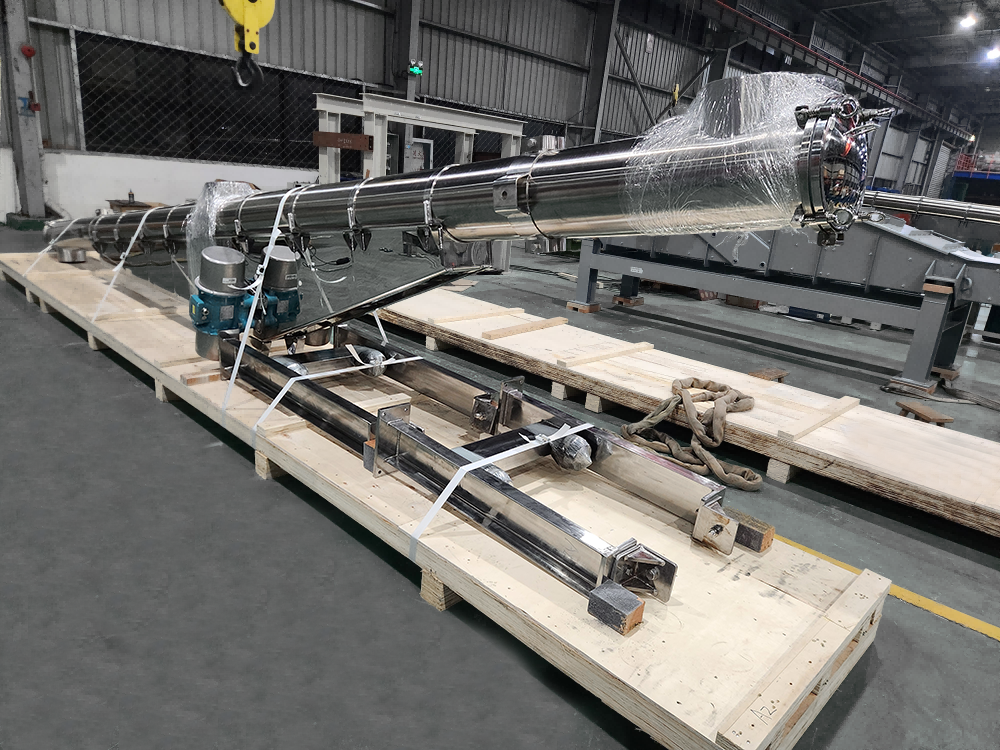
针对项目需求,AViTEQ阿维泰柯提供 6 台定制化管式振动给料机,核心设计围绕 “合规性” 与 “适配性” 展开:设备材质按生产线特性分级,与药品线物料接触部件采用 SUS316L 不锈钢,食品线采用 SUS304 不锈钢,所有接触物料表面均抛光至 Ra0.4um,非接触表面抛光至 Ra0.8um,配合 “连续内部焊接 + 间断外部焊接” 工艺(焊缝打磨平整),彻底消除清洁死角,杜绝物料残留;驱动系统均搭载 AViTEQ 原装双偏心轮电机,通过同步振动控制实现给料精度 ±1%,避免颗粒卡堵或粉末扬尘,同时底部配备 4 组橡胶弹簧减振器,降低运行噪音与设备损耗,适配车间生产环境;设备结构按现有工艺布局优化,输送管采用圆形截面与 3° 下倾安装,进料口、出料口采用 HG20592-2009 标准 PL 法兰连接,密封垫选用 EDPM 或耐高温硅橡胶,确保粉尘零泄漏。

项目实施保障:全流程高效推进与质控
为匹配项目工期要求,AViTEQ阿维泰柯从设计到交付建立全流程保障:设计阶段结合车间布局优化设备尺寸(输送管长度 4500mm-8500mm、中心距 4100mm-8100mm)与进料口间距,确保与现有工艺无缝衔接;生产环节依托上海基地,12 周内完成 6 台设备定制,每台设备出厂前均通过材质检测(提供 SUS316L/SUS304 材质证明)、空载试运行、密封性能测试,出具第三方合规报告;交付时采用木托盘防潮防磕碰包装,同步提供中文版操作手册、维护指南及 1 套交工文件,并为运维团队开展 “设备操作 + 清洁保养” 专项培训;售后环节承诺 “设备投用后 12 个月或发货后 18 个月(先到为准)” 质保期,接到报修后 24 小时内响应、48 小时内技术人员上门。
投运价值:合规与效率双达标
设备投运后,顺利通过 GMP 与食品级双重验收,完全满足两条生产线的合规要求;给料能力稳定达标,药品线山梨醇颗粒、食品线糖醇粉末输送效率均匹配项目 “1 万吨 / 年” 产能需求;同时,无清洁死角设计使设备清洁时间缩短 50%,双偏心轮电机与橡胶弹簧的耐用性设计将维护周期延长至 12 个月,年维护成本降低 60%,为项目长期稳定运行提供有力支撑。


我们重视客户的每个咨询
作为定制化解决方案的专家,我们深知直接沟通的重要性。我们非常乐于与您进行一对一的交流,解答您的疑惑、探讨项目和解决问题。欢迎您填写联系表单,我们将尽快与您取得联系。