
Empowering Efficient Conveyance for Sugar Alcohol Expansion Project
Project Background: Dual-Line Conveyance with Compliance and Efficiency Requirements
When an enterprise was advancing the “10,000-ton Refined Functional Sugar Alcohol and Powder-Granule Workshop Expansion Project”, it needed to build two production lines (for pharmaceuticals and food) simultaneously, facing core conveyance challenges:
On one hand, the two lines convey sorbitol granules (particle size: 3cm) and sugar alcohol powder (particle size: 10-140 meshes) respectively. The equipment must ensure “no clogging for large granules and no dusting for fine powder”.
On the other hand, the pharmaceutical line must comply with the Good Manufacturing Practice for Drugs (GMP), and the food line must meet food-grade hygiene standards—both impose strict requirements on equipment material and cleanliness. Meanwhile, the equipment must maintain stable feeding capacity under continuous production (3 t/h for the pharmaceutical line and 1.5-3 t/h for the food line), which traditional conveying equipment could hardly adapt to.

Solution: Tubular Vibratory Feeder Adapted to Dual-Line Characteristics
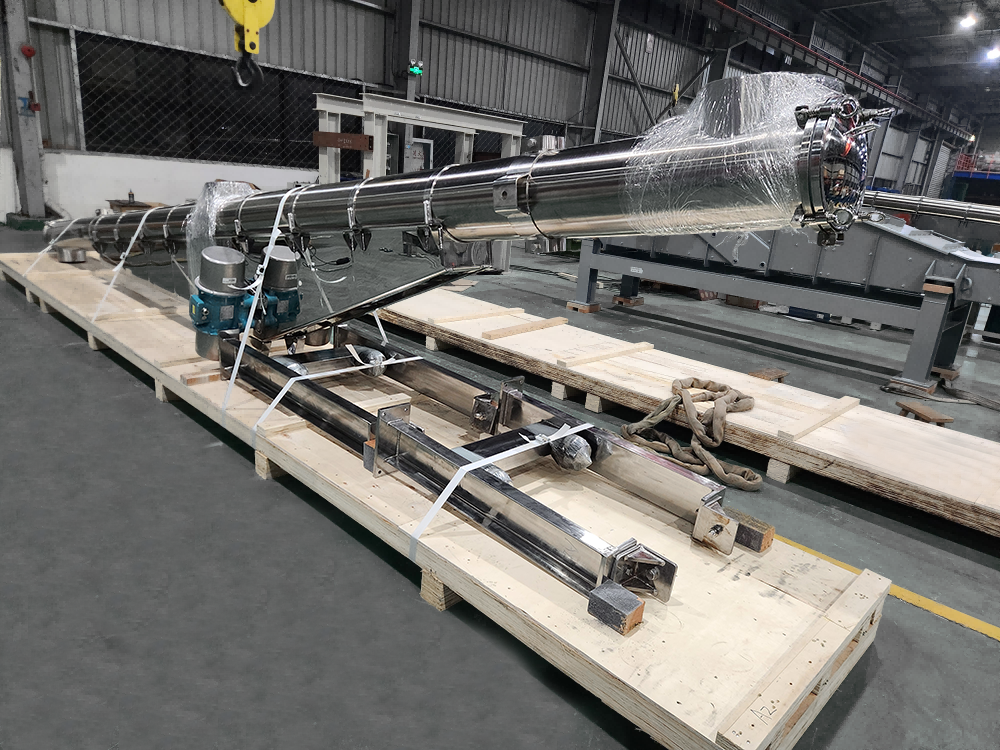
To meet the project’s needs, AViTEQ provided 6 customized tubular vibratory feeders, with core designs centered on “compliance” and “adaptability”:
Material Grading by Production Line: Parts in contact with materials in the pharmaceutical line are made of SUS316L stainless steel, while those for the food line use SUS304 stainless steel. All material-contact surfaces are polished to Ra 0.4μm, and non-contact surfaces to Ra 0.8μm. Combined with the “continuous internal welding + intermittent external welding” process (with welds ground smooth), dead corners for cleaning are completely eliminated to prevent material residue.
Stable and Low-Noise Drive System: All drive systems are equipped with original AViTEQ double-eccentric-wheel motors. Through synchronous vibration control, the feeding accuracy is maintained at ±1%, avoiding granule clogging or powder dusting. Additionally, 4 sets of rubber spring shock absorbers are installed at the bottom to reduce operating noise and equipment wear, adapting to the workshop production environment.
Optimized Structure for Existing Processes: The conveying pipe adopts a circular cross-section and is installed with a 3° downward inclination. The feed inlet and discharge outlet use PL flanges compliant with the HG20592-2009 standard, and gaskets are made of EPDM or high-temperature-resistant silicone rubber to ensure zero dust leakage.

Project Implementation Guarantee: Full-Process Efficient Advancement and Quality Control
To meet the project schedule, AViTEQ established a full-process guarantee from design to delivery:
Design Phase: Equipment dimensions (conveying pipe length: 4500mm-8500mm, center distance: 4100mm-8100mm) and feed inlet spacing were optimized based on the workshop layout to ensure seamless connection with existing processes.
Production Phase: Relying on its Shanghai base, AViTEQ completed the customization of 6 units within 12 weeks. Before delivery, each unit underwent material testing (with SUS316L/SUS304 material certificates provided), no-load test operation, and sealing performance testing, along with a third-party compliance report.
Delivery Phase: Equipment was packaged with wooden pallets for moisture and collision protection. Meanwhile, Chinese-version operation manuals, maintenance guides, and a set of handover documents were provided, and special training on “equipment operation + cleaning and maintenance” was conducted for the operation and maintenance team.
After-Sales Phase: A warranty period of “12 months after equipment commissioning or 18 months after delivery (whichever comes first)” is promised. After receiving a maintenance request, a response is provided within 24 hours, and technicians arrive on-site within 48 hours.
Commissioning Value: Dual Compliance and Efficiency Achievement
After commissioning, the equipment successfully passed dual inspections for GMP and food-grade standards, fully meeting the compliance requirements of the two production lines. The feeding capacity remained stable and up to standard—both the sorbitol granule conveyance for the pharmaceutical line and the sugar alcohol powder conveyance for the food line matched the project’s annual capacity demand of 10,000 tons.
Meanwhile, the design without cleaning dead corners reduced equipment cleaning time by 50%. The durable design of double-eccentric-wheel motors and rubber springs extended the maintenance cycle to 12 months, cutting annual maintenance costs by 60%, providing strong support for the long-term stable operation of the project.

