
ATEX-compliant conveyor technology for the food industry
Delivery of ATEX-compliant conveyor technology for the food industry
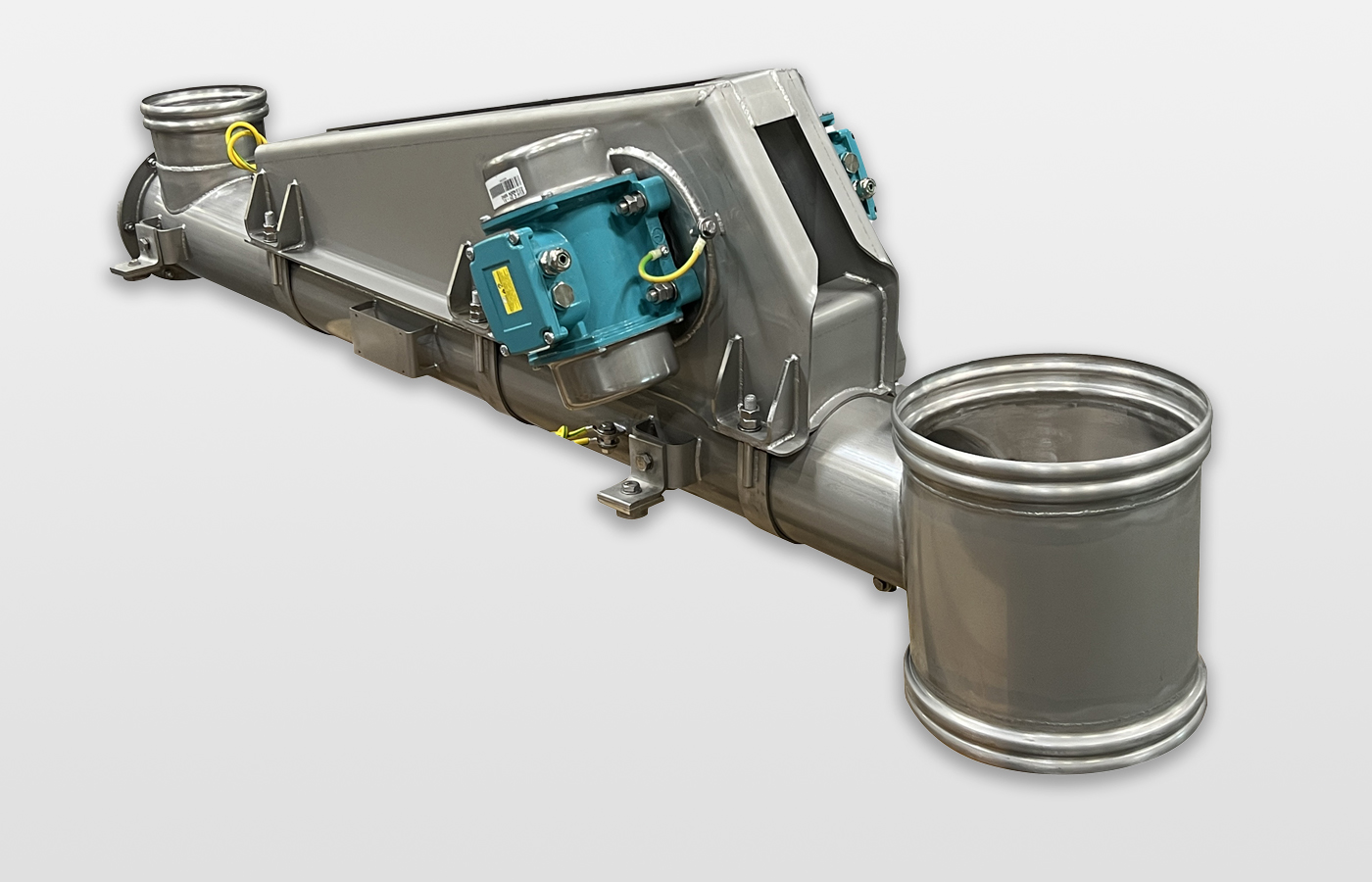
We are pleased to announce the successful delivery of several vibrating conveyor pipes with unbalance motors for a leading industrial company in Austria. The systems are used to convey corn, wheat and potato starch – products that place the highest demands on hygiene and process reliability.
✨ Highlights of our solution:
•Robust stainless steel design for easy and efficient cleaning
•BFM nozzlesforreliable sealing and process reliability
•Adjustable delivery rate upto 1,000 kg/h
•FullyATEX-compliant: indoor zone 20, outdoor zone 22
Approval for indoor Zone 20 was a crucial requirement – and one that not every provider can meet. This is precisely where the added value of our technology lay.
With this project, we are once again demonstrating how innovative conveyor solutions contribute to safe, efficient and hygienic processes in the global food industry. 🌍
